詳情
1.將壓機升溫至設(shè)定溫度(設(shè)定溫度為:上模板380����,下模板360���。)
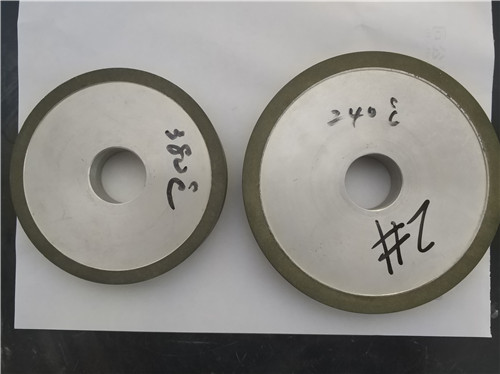
2.根據(jù)砂輪的尺寸計算好需要的料��,然后將配好的料平鋪于模具中并處理好���,將處理好的模具放在壓機上
3.給少許壓力(防止粉料噴出)���,使模具與壓機貼合��,在此狀態(tài)下保溫20min��。
4.升高壓力至所需壓力的一半左右,將物料壓實���,在此狀態(tài)下保持20min
5.將壓力升至計算所需的最大壓力�����,保溫保壓10至20分鐘����,根據(jù)制件大小和厚度來定�,大而厚的可適當(dāng)延長時間���。
6.關(guān)閉加熱�,降溫至200℃左右時便可脫模�����、
注意事項:防止降溫過快而導(dǎo)致鋁基快速收縮���,使砂輪與鋁基分離開裂。
每平方厘米受力300公斤左右�?����?筛鶕?jù)實際情況適當(dāng)調(diào)整